

针对目前人工打磨效率低、成本高、质量一致性差等现象,设计并实现了具备高柔性、高度灵活性的自动化打磨集成工作站。首先结合人工打磨方式对自动化工作站系统需求展开分析,并进行系统整体设计,随后以,最后调试程序并完成实体零件打磨。试验表明,该工作站可以高效、高质量完成零件打磨。
在“中国制造2025”战略背景下,以工业机器人应用为核心的人机一体化智能系统工厂近年来得到了极大的发展[1]。随机器人易用性、稳定性及智能化水平的不断的提高,大批量加工作业采用工业机器人自动化生产方式不仅能极大地提高生产效率,还可以极大地提高良品率和生产稳定性,是未来制造业转变发展方式与经济转型的重要发展趋势[2-4]。
传统的人工打磨方式存在许多劣势,如对操作人员加工技能水准要求比较高,导致生产效率低、人力成本高,且由于人工技术水平不一,零件打磨质量一致性也难以得到保证。目前,基于工业机器人的自动打磨技术在很多领域有所运用,例如练琛等人设计了工业机器人与台磨机的协同打磨系统,能够实现普通工件的打磨[5];浙江工业大学的黄琴设计了基于工业机器人的水龙头抛光系统,该系统通过机器人夹持水龙头,在砂带机构上进行抛光[6];刘海龙等人通过RobotStudio软件,完成了对汽车轮毂打磨的仿线];M. C. Lee等人基于一台三自由度加工中心和一台两自由度工业机器人搭建出适用于曲面抛光的五自由度抛光设备,并完成实验仿线]。
以上应用大部分是针对多批量、单一品种零件的自动化打磨加工,且大多使用机器人夹持零件在打磨设备上加工的方式,而航空机载零件品种多、结构较为复杂、形状各异,在机加工后需进行表面抛光、毛刺清理及修形等加工,属于最终的精加工工序,需要借助多种工具完成多项打磨内容。本文针对航空机载零件,设计了具备高柔性、高度灵活性的自动化工作站,可以配备各种柔性、刚性工具,实现对多品种零件的自动化集成打磨。
采用传统人工方式打磨零件时,会根据不同打磨内容采用毛刷、旋转锉刀、砂纸等工具完成打磨。例如在清理毛刺时会使用旋转锉刀或毛刷;在抛光时会使用砂纸、毛刷及百页轮;在零件修形时会用到旋转锉刀。其中毛刷和旋转锉刀等工具也有很多分类。毛刷有陶瓷纤维刷、尼龙刷、布轮刷等,旋转锉刀也有圆锥形和圆柱形、双槽和单槽之分,打磨效果各不相同,需要多种工具配合完成打磨。
信息自动化两方面需求。物料流动自动化一方面指将待加工件、工具等由外界搬运进系统,以及将加工好的成品、更换后的工具从系统运出;另一方面指工件与工具等在系统内部的搬运与存储。信息自动化主要指在工作站系统加工时,需要获取加工任务、工件要求、加工方法、切削参数及工具要求等方面的信息,并且将工艺流程中的各种系统状态信息存入系统,实现对加工状态的监控。
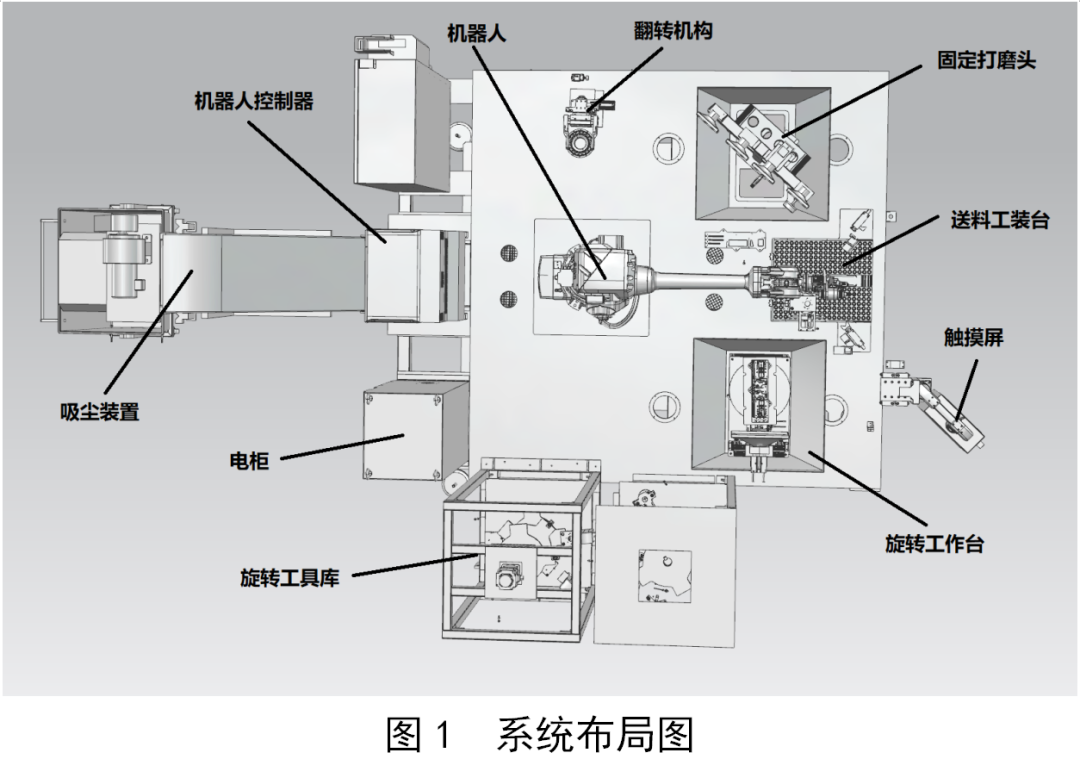
控制器、快换夹头、控制管理系统、旋转工具库、旋转工作台、固定打磨头、送料工装台、翻转机构、吸尘装置组成。
伺服电机驱动旋转与机器人程序配合,使工具库旋转至所需的工具位置,然后由机器人来更换夹取。工具及机器人末端都配有快换夹头,用于机器人快速更换工具。翻转机构采用气缸驱动齿轮齿条的方式,搭配精密减压阀防止零件夹伤,以机器人搭配完成零件的翻转,便于完成零件各面打磨。旋转工作台利用电机驱动工装,根据零件打磨位置旋转至最佳打磨位置,回转定位气缸对工作台做定位,同时预压气缸可以对零件预压夹紧。固定打磨头共有4个,具有浮动功能,可配备不同工具,实现机器人夹持零件并通过不同打磨工具交替加工。送料工装台由气缸驱动料盘进行送料。控制管理系统由密封式电控柜、散热过滤系统(高效散热风扇、滤网)等电气控制元件组成。
根据不同的零件质量、零件体积、打磨工艺,机器人能通过两种方式来进行打磨加工:(1)由机器人根据指令切换合适的夹爪将零件夹持至伺服工作台做定位夹持,机器人自动切换不同的毛刷进行抛光去毛刺后,切换夹爪将零件送至送料工装台;(2)由机器人根据指令切换合适的夹爪将工件夹持至不同的工具处进行交替抛光去毛刺,加工完毕移送至送料工装台。
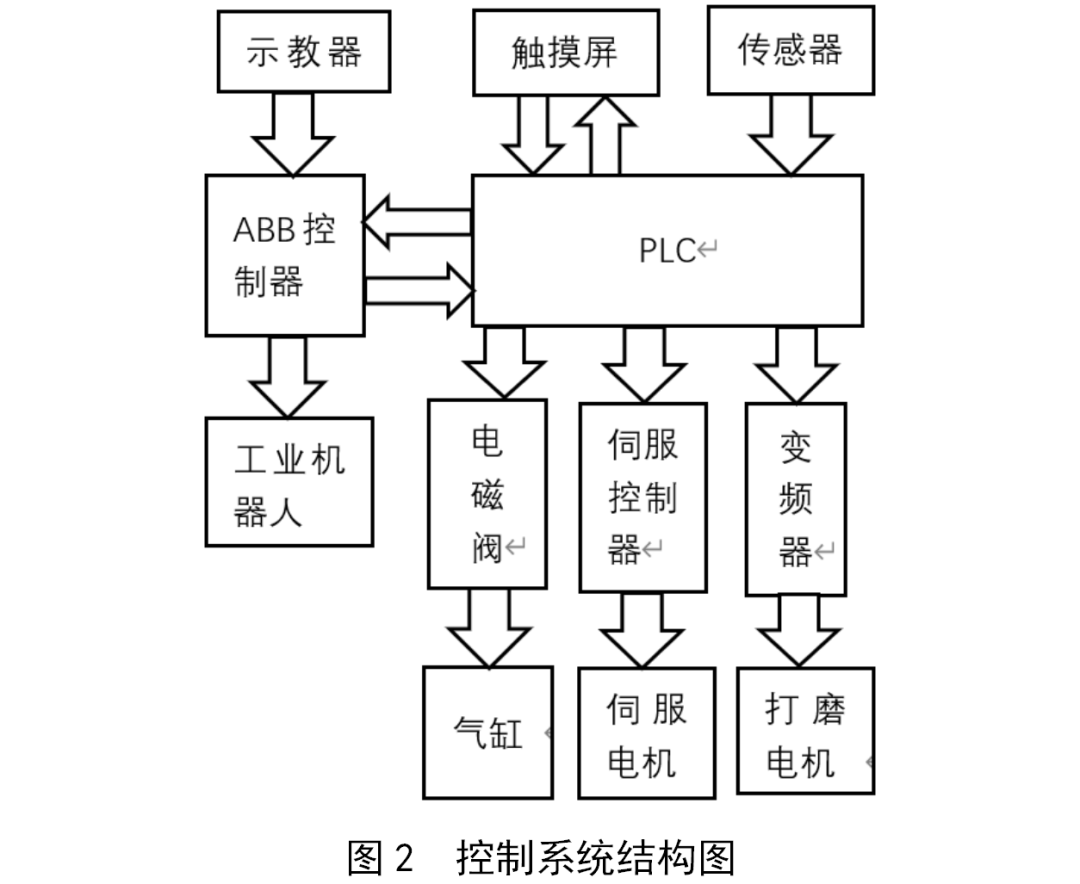
传感器等,如图2所示。工作站控制管理系统选用FX5U-80MT/ES三菱PLC,该型号PLC能轻松实现1.5K字节/ms的通信速度,在编程软件上能够直接进行模块组态,内置SD卡槽、2入1出模拟量、等,稳定性高、功能强、速度快。作为控制管理系统的核心,PLC系统接收传感器的状态监控信息,与机器人控制器通过I/O端口进行数字信号传输,同时与人机交互硬件触摸屏通过以太网进行数据传送。在PLC系统接收相应指令后,通过对电磁阀、伺服控制器、变频器等的控制实现翻转机构、送料工装台、旋转工作台、旋转工具库等机构的运行。机器人控制器作为机器人的控制管理系统,通过示教器对机器人路径进行编程,并根据程序对机器人运动来控制。触摸屏作为人机交互硬件,负责打磨程序运行、控制指令下达、工艺参数设置以及工作站的状态监控显示等。传感器作为检测装置,通过限位开关、接近开关、光电管等元件对工作站中各种装置状态进行仔细的检测,并将信号传输给PLC。
工作站的气路最重要的包含气源、气源处理装置及控制气路。气源处理气路中的元件主要有过滤减压阀、油雾分离器、微雾分离器。其中过滤减压阀起到减压、稳压的作用,并过滤压缩空气中的大部分水分和杂质;油雾分离器和微雾分离器可以对压缩空气中的油雾、水雾或粉尘进行过滤。控制气路中的元件主要由三位五通电磁阀、速度控制阀及减压阀组成。三位五通电磁阀作为方向控制阀,通过对气体方向来控制,从而调节驱动装置的运动方向;速度控制阀属于流量控制阀,能保持气体流量不变,使其不受负载影响,从而控制执行元件的作动速度;减压阀属于压力控制阀,通过对气体压力的控制,使驱动装置输出恒定的力。

触摸屏选用Proface,通过GP-Pro EX软件进行编程。基本功能为设备输入/输出信号状态监视、气缸控制、回转机构伺服控制、工具库伺服控制等,如图4~图6所示。气缸控制页面可以对送料气缸、预压气缸、翻转夹爪、快换夹头、回转气缸、翻转气缸动作来控制;回转机构控制页面主要对旋转工作台伺服电机转动角度及速度来控制;工具库控制页面大多数都用在工具库伺服电机转动角度位置控制。当用户操作触摸屏时,触摸屏系统通过以太网对PLC系统发出相应指令,从而完成对工作站机构的控制。
orks3软件进行编程。程序模块最重要的包含输入/输出映射、伺服程序、报警记录、原点回归、机器人信号等。输入/输出映射模块定义了系统的输入与输出,输入包括各种传感信号与触摸屏按钮,输出包括电磁阀,用于控制气缸等机构。伺服程序模块定义了伺服位置范围,并按照每个用户要求对伺服电机输出相应速度与位置的脉冲信号,完成对伺服电机的控制。报警记录模块通过传感器对设备状态进行监控,将异常状态传输给PLC,并记录下异常位置。原点回归用于系统报错或异常时,将系统恢复初始状态。机器人信号模块定义了PLC与机器人I/O端互信号的功能,由于机器人输入DI与输出DO最多各为16个信号,不足以满足所需功能数量要求,因此采用组合信号的方式,如表1及表2所示。表1为机器人输入信号定义,将DI3至DI9输入定义为组信号GI1,能轻松实现64个输入信号组合,以此实现更多功能定义。


PID,具有较大的灵活性和拓展性,也支持用户自己定义数据类型,是一种很强大的工业机器人编程语言。在编程时,主要使用机器人与PLC交互的I/O端口信号控制指令与机器人手臂运动控制指令。其中,I/O端口信号控制常用指令主要有SETDO(数字信号置位)、WAITDI(数字输入信号判断)、WAITDO(数字输出信号判断)、RESET(数字信号复位)等,机器人运动常用指令主要有MoveABsJ(绝对位置运动指令)、MoveJ(关节轴运动指令)、MoveL(直线运动指令)、MoveC(圆弧运动指令)等。
为验证工作站的自动化打磨效果,选用航空机载叶轮零件为试验对象,需要对叶轮叶片进行修形并抛光,对外边小叶片毛刺进行去除。首先在PLC系统中依据相应打磨动作顺序,编写自动运行程序,与机器人交互,实现程序自动运行,达到自动化打磨的目的。在示教器中对零件抓取路径、旋转锉刀修形加工路径、毛刷抛光与毛刺清理路径进行编程。
机械装置实现自动化零件打磨,具有较高的灵活度及柔性,能够实现大部分零件的打磨任务,大大解放劳动力,为制造业数字化转型提供参考。
岗位所遇到的技术问题提供有建设性的解决方案。二、产品特点:1、输送单元(钢材骨架,表面喷塑处理,速度可调)2、码垛单元(由附属装置、工件承载台及夹具等组成)3、控制柜单元
带32位MCU和高精度ADC的SoC产品-SD93F系列开发指南(十)
FOC_ESQU一直处于0,mcFocCtrl.EsValue不正常,可以从哪查起?